
Shuozhou City: China's developing circular economy
/- Shuozhou City, Shanxi Province, China
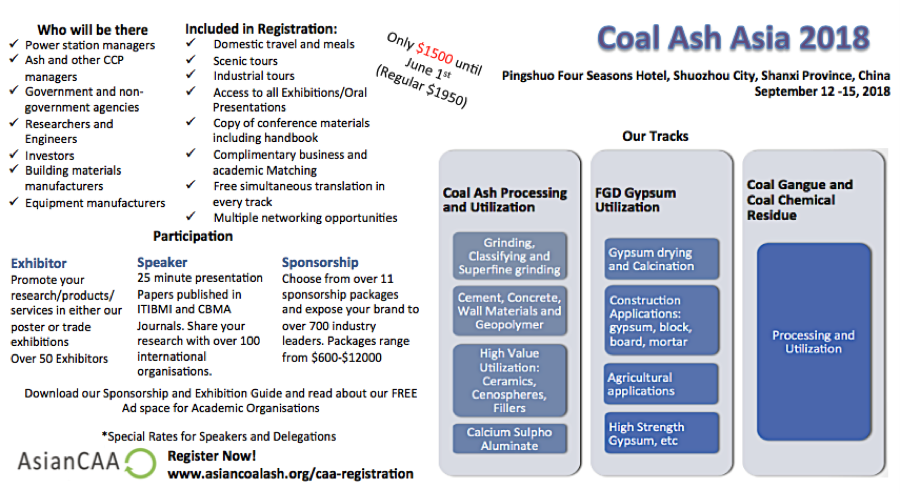
The Asian Coal Ash Association, partnering with the Institute for Technical Information for the Building Materials Industry will host the 8th annual Coal Ash Asia conference this September 12-15. Coal Ash Asia consists of three days of oral presentations, trade and services exhibition, poster exhibition, scenic and industrial tours as well as multiple networking opportunities.
Shuozhou City produces approximately 8 million tons of fly ash and 1.8 million tons of gypsum each year, and disposes of nearly 5 million tons each year into landfill. Spreading over 145, 000 acres, China’s premier coal ash industrial park is located next to a large coal ash reservoir and is key in the country’s development of circular economy.
There are almost one hundred of coal ash based products in the park, including:
· Ultrafine Fly Ash,
· Fly Ash Based Flooring
· Fly Ash Based Furniture
· Ceramic Fiber Cotton
· Fly Ash Based Calcium Silicate Board
· Aluminum oxide and Hydrated silica
· Thistle board
· Autoclaved Fly Ash Brick,
· Autoclaved Aerated Concrete Blocks,
· Gypsum Based Dry Mix Mortar,
· Lightweight Wallboard
· Cement
· Concrete
· And more!
Want to download a copy of the Shuozhou Industrial Park? Enter your email below and we will email it to you (file size: 91MB)
Included in the guide is an overview of operations including the park’s R&D center, a collaborative effort of Peking University and the local Shuozhou government. With a combination of advanced technology, excellent equipment and innovative talents, the R&D center focuses on the development of new technologies and new products for enterprises within the industrial park. The Center has developed many new technologies and products including: Ceramic tiles and fiber cotton, foam ceramics, catalyst carriers, high strength fibers, wall materials, refractory and heat insulating materials.
This September, all attendees will have the chance to go on an in depth tour of the Shuozhou Industrial Park, and speak with park researchers, operators and managers. The delegates will be accompanied by a team of translators to assist with this exchange.
Want to learn more about participation at Coal Ash Asia 2018?